Introduction
In precision manufacturing, tool selection directly impacts efficiency, surface quality, and costs. This guide compares three superhard tools with 20+ technical benchmarks, including a free selection flowchart.
1. Material Properties
Hardness
CBN: 4000-5000HV (2nd only to diamond)
PCD: 7000-800HV (polycrystalline diamond)
Ceramic: 1800-2200HV (Si3N4 > Al2O3)
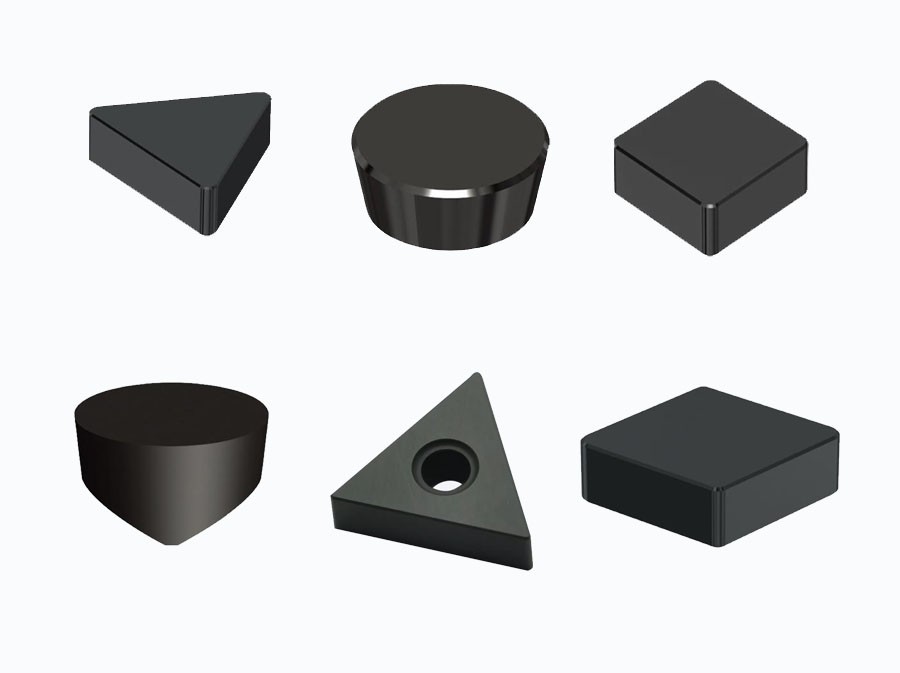
1.1 Microstructure Analysis
PCBN Tools:
CBN grain size distribution (SEM image analysis)
Binder phase optimization trends (TiN→AlCrN)
2. Cutting Performance Data
2.1 Force Measurement (Turning AISI 4340 @55HRC)
| Tool Type | Cutting Force (N) | Tool Life (min) |
|---|---|---|
| PCBN (Low CBN) | 420±25 | 48 |
| PCBN (High CBN) | 380±18 | 65 |
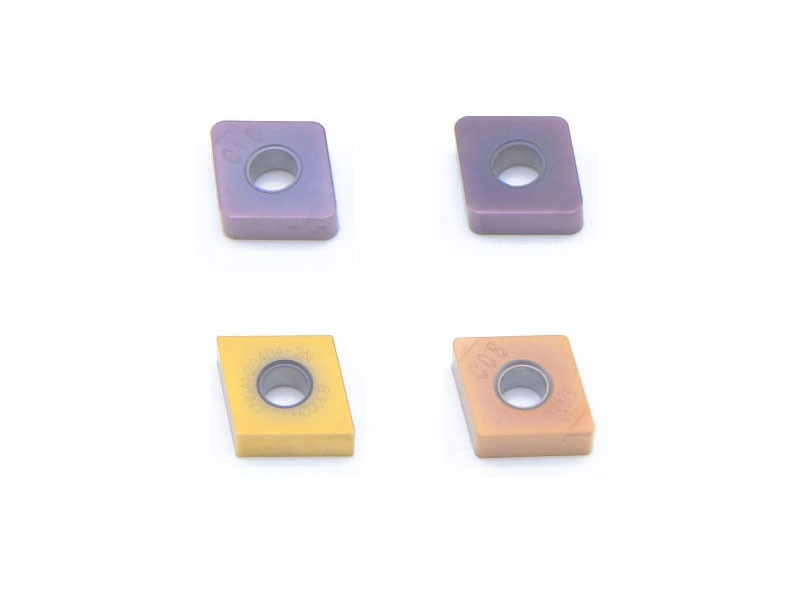
3. Application Cases
Case Study: Engine Block Machining
CBN: Gray iron finishing (Ra0.4μm)
PCD: Aluminum boring (8000pcs/tool)
Ceramic: Not recommended
4. Cost Analysis
| Metric | CBN | PCD | Ceramic |
|---|---|---|---|
| Cost/piece | $0.025 | $0.017 | $0.011 |
| Tool Change | 1/shift | 1/3shifts | 2/shift |
5. Selection Algorithm
graph LR
A[Workpiece Material] -->|Hardened Steel| B(CBN)
A -->|Aluminum| C(PCD)
A -->|Nickel Alloy| D(Ceramic)
For all inquiries, please fill in the form below (* are required) to send us a brief message, and we will get back to you as soon as possible.