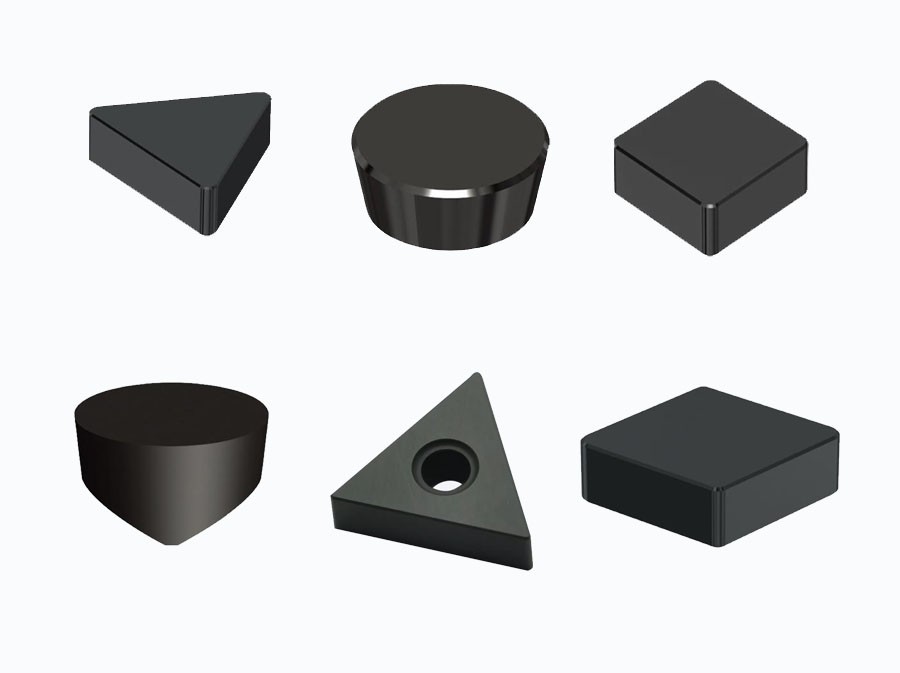
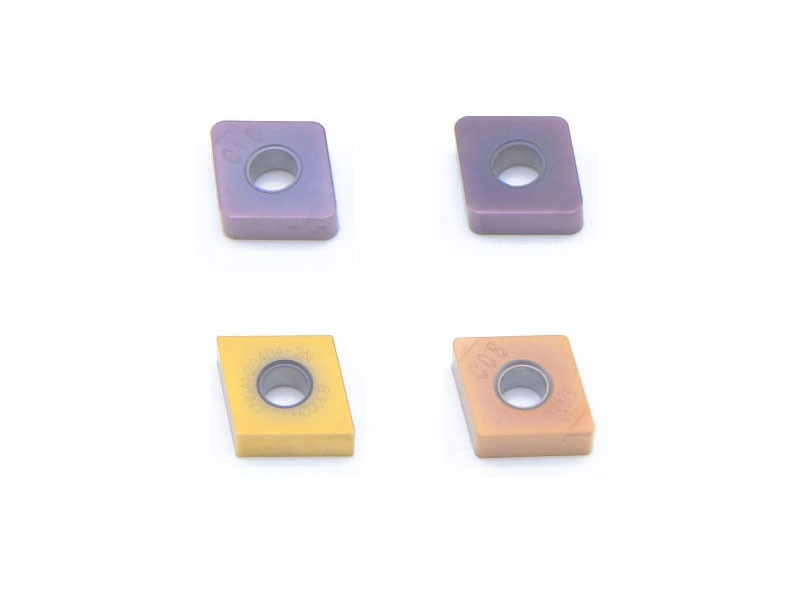
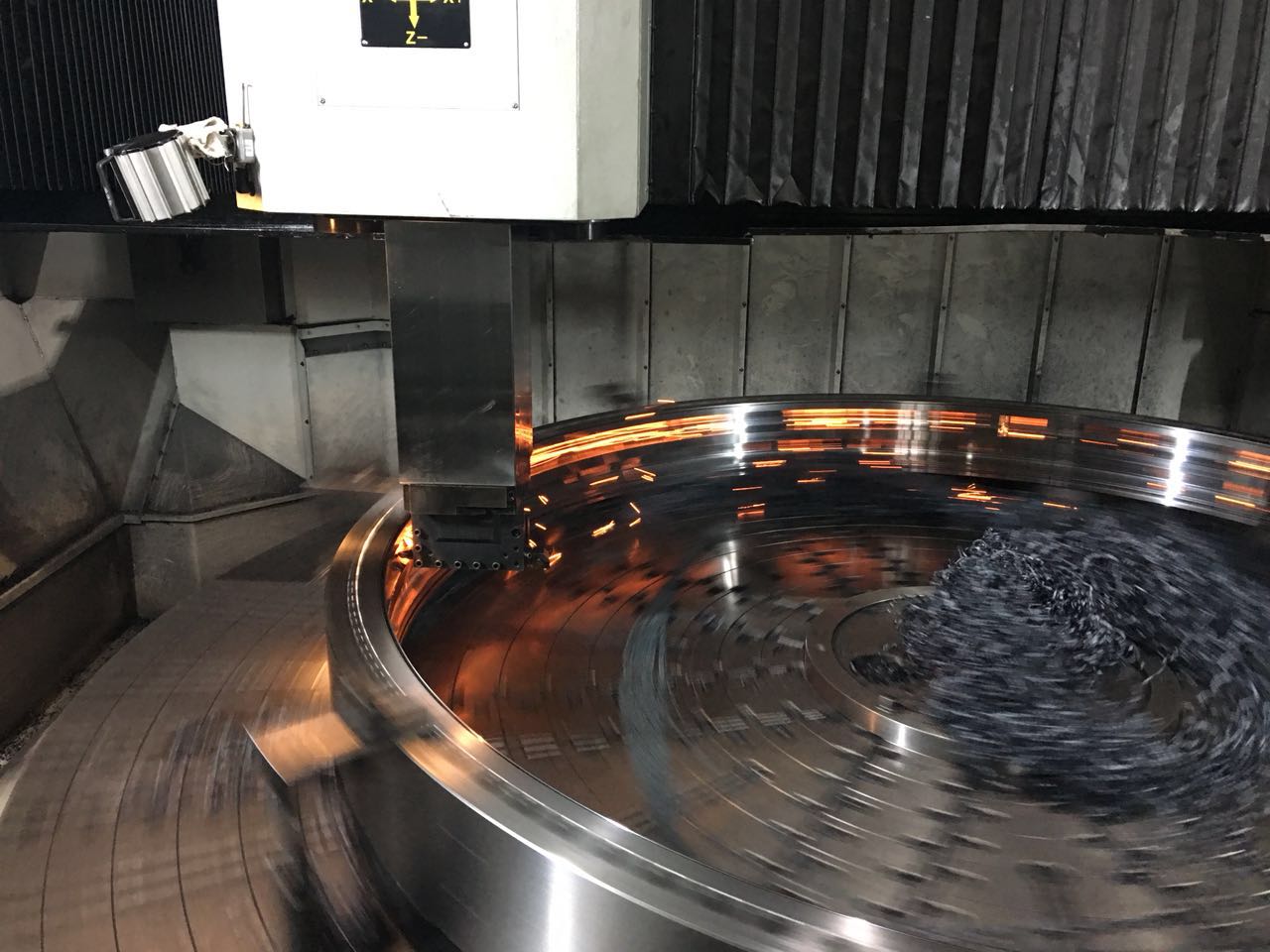
Huamin Superhard provides CBN tools for hard turning, hard milling, profiling, grooving, threading and other hard cutting tools in the field of hardened steel, and has formed a complete set of hard cutting tool solutions from continuous to intermittent, from rough machining to super finishing for users to choose from. It has rich hard cutting experience in the fields of gears/gear shafts, synchronizers, bearings, screws, molds, etc. The following are some cases of Huamin Superhard CBN tools hard cutting hardened steel:
| 齿轮Gear |
(1)连续切削工况:推荐MTH100和MTH101材质,实现高速切削,相较于某品牌CBN刀片寿命提高45%,同时可提供涂层CBN刀片。
 | 工件材质:20CrMnTi(硬度HRC58-62) | |
刀具材质 | 表面粗糙度 | 刀具寿命 |
MTH101材质 | ≤Ra0.8 | 800件 |
某品牌CBN | Ra1.0 | 550件 |
(2)中等断续切削工况:推荐BN-H10材质和BN-H20材质,硬车削时可承受键槽的冲击,同时以车代磨能否稳定进行,受硬车工序所用机床影响,选配刀具方案前须重点确认,特别是对于有断续加工的时候。
 | 工件材质:20CrMnTi(硬度HRC58-62) | ||
刀具材质 | 切削速度 | 刀具寿命 | 效率 |
MTH201材质 | 135m/min | 1000件 | 提高22% |
某欧系品牌CBN | 110m/min | 600件 | ---- |
(3)强断续切削工况:推荐复合式CBN刀片MTH401材质,硬车端面有群孔的齿轮性价比高,切削性能稳定,优势代替进口刀具;
 | 工件材质:20CrMnTi(硬度HRC58-62) | |
刀具材质 | 刀具寿命 | 最终失效形式 |
MTH401材质 | 600件 | 正常磨损 |
某欧系品牌CBN | 100件 | 破损碎裂 |
(4)重载切削工况:选择整体聚晶CBN刀片MTH300牌号,硬车削时可承受齿面冲击,切削性能稳定,性价比高。
 | 工件硬度:HRC60 | ||
刀具材质 | 切削速度 | 刀具寿命 | 最终失效形式 |
MTH300材质 | 90m/min | 0.5件/刃 | 正常磨损 |
某品牌陶瓷刀片 | 45m/min | 0.3件/刃 | 破损碎裂 |
风电轴承 Wind power bearings |
(1)热后硬车风电轴承内圈和外圈,采用整体聚晶CBN刀片,刀具寿命相对某品牌CBN刀具更稳定,性价比高,获得较高的表面质量。
(2)风电轴承滚道加工,常用整体聚晶CBN刀片型号RCGX090700;RNMN090300,生产效率显著提高,表面光洁度可达到Ra0.4。
 | 工件名称:风电轴承挡边 | |
刀具材质 | 刀具寿命 | 最终失效形式 |
MZH40材质 | 1件/刃 | 正常磨损 |
某品牌CBN刀片 | <1件/刃 | 崩损破裂 |
 | 工件名称:风电轴承滚道 | |
刀具材质 | 表面粗糙度 | 最终失效形式 |
MZH40材质 | Ra0.4 | 正常磨损 |
某品牌CBN刀片 | Ra0.4 | 崩损破裂 |
同步器 Synchronizer |
(1)切槽工序采用成型切槽刀生产节拍提高,效率提高。
(2)切槽工序采用CBN标准刀片,切削性能稳定,性价比高。
 | 工件材质:齿轮钢(硬度HRC58-63) | ||
刀具材质 | 切削速度 | 刀具寿命 | 最终实效形式 |
MTH201材质 | 170m/min | 350件 | 正常磨损 |
某品牌陶瓷刀具 | 120m/min | 70件 | 破损碎裂 |
滚珠丝杠 Ball Screw |
(1)硬车端头(轧制丝杠),常用刀片型号:MZT30 CNMN120708/04,改善加工工艺,提高生产效率。
 | 工件材质:GCr15(硬度HRC60-62) | ||
刀具材质 | 切削速度 | 吃刀深度 | 最终实效形式 |
MZT30材质 | 95m/min | 4.5mm | 正常磨损 |
某品牌陶瓷刀具 | 65m/min | 0.5mm | 破损碎裂 |
(2)螺纹加工,常用整体聚晶CBN刀片SNMN090404等型号,生产效率高,刀具耐用度高,抗震性好不碎裂。
 | 工件材质:GCr15(硬度HRC60-62) | |
刀具材质 | 表面粗糙度 | 最终实效形式 |
MTH200材质 | ≤Ra0.8 | 正常磨损 |
某品牌CBN刀具 | Ra1.2-1.6 | 破损碎裂 |
模具 Mould |
(1)铣削:采用整体聚晶CBN刀片,相较于某品牌CBN刀具寿命更长,单件刀具费用更低。
 | 工件材料:Cr12MoV(硬度HRC65) | ||
刀具材质 | 切削速度 | 刀具寿命 | 单件刀具费用 |
MZT40材质 | 130m/min | 120件/刃 | 0.3元 |
某品牌CBN | 130m/min | 115件/刃 | 0.5元 |
(2)车削:采用复合式CBN刀片,相较于某品牌CBN刀片,刀具寿命提高4倍,并属于正常磨损。
 | 工件材料:粉末高速钢(硬度HRC65) | |
刀具材质 | 刀具寿命(件/刀片) | 最终失效形式 |
MTH401材质 | 5 | 正常磨损 |
某品牌CBN | <1 | 破损碎裂 |
If you have any questions, please contact our Executive Manager and we will get back to you as soon as possible
For all inquiries, please fill in the form below (* are required) to send us a brief message, and we will get back to you as soon as possible.